1. Introdução
Em um mercado globalizado, tão acirrado pela concorrência, e com consumidores cada vez mais exigentes, as empresas de alimentos têm se preocupado com a qualidade sanitária dos produtos que oferecem o que pode em casos extremos, refletir-se pelo bloqueio às exportações, perdas de mercado, penalidades e procedimentos sanitários (MAFRA, 2010).
A ocorrência e crescimento de micro-organismos patogênicos em industrias de alimentos são comuns e as reações químicas e enzimáticas interligadas a eles desfecham em decomposição do produto e prejuízo a saúde pública . Lopez et al. (2012) afirma que certos agentes patogênicos podem ter um grande impacto socioeconômico devido à doença, despesas médicas, perda de produtividade, invalidez, morte, litígios e recorda devido à contaminação produtos.
A temperatura é um dos fatores mais relevantes na conservação, preparação e confecção de alimentos nas indústrias frigorificas. A temperatura ideal para o crescimento microbiano situa-se entre 5ºC e 65ºC, este intervalo de temperatura denomina-se zona de perigo. (ABGRALL & MISNER, 1998) afirma a importância de manter os alimentos fora da zona de perigo microbiano, pois nesta zona as bactérias duplicam-se a cada 20 minutos, o que faz com que a permanência de alimentos neste intervalo comprometa a sua segurança.
Evidenciando este problema as empresas devem atuar em cima de novos recursos para garantir a manutenção e qualidade de seus produtos. Mori, et al. (2013) demonstra que a capacidade tecnológica é uma alternativa viável para verificar as variáveis da empresa em relação aos seus produtos, incorpora os recursos necessários para gerar e gerir mudanças tecnológicas. Tais recursos se acumulam e são incorporados por indivíduos (aptidões, conhecimentos e experiência) e pelos sistemas organizacionais. Embora a implantação das bases institucionais de um sistema nacional de inovação já tivesse sido iniciada, no nível das empresas a capacidade de inovação era muito limitada (SANTOS & PINHO, 2012).
De acordo com Lall (1992) e Shikida et al (2011), além da capacidade de adquirir, assimilar, usar, adaptar, mudar ou criar tecnologia, as capacidades tecnológicas das empresas podem ser traduzidas como a capacidade de uso e geração de inovações, podendo ser divididas em três níveis distintos: básica, intermediária e avançada.
A partir destes conceitos o objetivo do trabalho é auditar a cadeia do frio em uma rede frigorifica, assim como analisar a capacidade tecnológica e os avanços tecnológicos aplicados ao sistema..
2. Referencial teorico
2.1 Influências da temperatura na qualidade do produto
O estudo de Deon, et al. 2012 aponta que muitos casos de DTAs (Doenças Transmitidas por Alimentos) poderiam ser evitados se comportamentos preventivos fossem adquiridos. A temperatura é um dos fatores mais relevantes na conservação, preparação e de alimentos. Segundo Pais, (2007) o fator mais crítico na garantia da qualidade e no prolongamento da vida dos alimentos é a temperatura.
Segundo Garbutt (1997) a refrigeração, não só aumenta o tempo de vida de armazenamento dos alimentos como também inibe o crescimento de mesófilos patogênicos. Por isso, tem impacto quer sobre a segurança, quer sobre a qualidade dos alimentos. A vida de prateleira dos alimentos armazenados depende da manutenção das condições de temperatura, sendo que oscilações térmicas podem determinar vários problemas, como a deterioração do alimento e a formação de cristais de gelo maiores no interior do produto armazenado (PROUDLOVE, 1996).
Ainda Baptista e Linhares (2005) afirma que as baixas temperaturas retardam as reações químicas, bem como a atividade das enzimas. A temperatura ideal para o crescimento microbiano situa-se entre 5ºC e 65ºC, este intervalo de temperatura denomina-se zona de perigo. É importante manter os alimentos fora da zona de perigo microbiano, pois nesta zona as bactérias duplicam-se a cada 20 minutos, o que faz com que a permanência de alimentos neste intervalo comprometa a sua segurança (Abgrall e Misner, 1998).
Os benefícios da aplicação de baixas temperaturas na indústria dos alimentos são segundo Garbutt, (1997), conservam-se os alimentos sem alterar muito as suas propriedades nutricionais, a cor, textura e aroma; Há um melhor controle sobre a taxa das alterações enzimáticas, químicas e microbianas nos alimentos; Facilitam-se os processos de separação da fração lipídica; Melhora a eficiência doutras operações unitárias, como descascar ou descaroçar; Reduz-se a perda de flavor.
2.2. Micro-organismos patogênicos em alimentos
De acordo com Silva, et al. 2010 os micro-organismos contaminantes em indústrias de alimentos podem ter várias origens, incluindo matérias-primas, operários, equipamentos e utensílios. Se estes micro-organismos não são eliminados durante o processamento, eles podem crescer durante a produção, durante, reduzindo a qualidade do produto. Este agente patogênico pode ter um grande impacto socioeconômico devido à doença, despesas médicas, perda de produtividade (LÓPEZ, et al. 2012).
De acordo com Nascimento et al. 2010 o controle dos micro-organismos é de fundamental importância para evitar ao homem intoxicação alimentar, e aos produtos, a diminuição da vida de prateleira, o recolhimento dos pontos de venda, e a desperdício e/ou reprocesso.
O autor Saba, et al. (2010) reforça que uma fiscalização rígida da contaminação da carne por micro-organismos reside principalmente no fato de que estes estão intimamente relacionados ao processo de intoxicação alimentar, uma vez que várias doenças de origem alimentar estão relacionadas ao consumo de carne contendo micro-organismos patogênicos.
No que diz respeito aos produtos de carne in natura, sua segurança e qualidade podem ser estimados com base em contagens de micro-organismos indicadores, incluindo mesófilos aeróbios, coliformes totais e Escherichia coli., encontradas no intestino de homens e animais, constitui o melhor indicador de contaminação de origem intestinal conhecido até o momento (PINTO, et al. 2009).
A salmonelose, uma doença causada por micro-organismos não esporulados gram negativo, amplamente distribuídos na natureza que compõem o gênero Salmonella (CALDERON et al, 2012). Esta infecção gastrointestinal é a mais reconhecida devido ao aumento de incidências e da gravidade dos sintomas clínicos produzidos no homem, e animais domésticos.
Staphylococcus aureus é uma das bactérias patogênicas mais comuns, doenças de origem alimentar causada por S. aureus é tipicamente intoxicações devido à ingestão de enterotoxinas pré-formadas nos alimentos por cepas enterotoxigênicas (JERÔNIMO, et al. 2012).
Estudo realizado por Buncic, et al. 2013 sobre a contaminação por patógenos, indicam que a carne, especialmente carne crua e fresca é um foco bastante amplo de micro-organismos patogênicos, sendo uma das questões de segurança alimentar mais relevantes.
2.3 Capacidade e avanços tecnológicos
Segundo o estudo de Mori, et al. (2013), a capacidade tecnológica é definida como a maestria em absorver, usar, adaptar, gerar, desenvolver, transferir e difundir tecnologias, a qual é materializada pelo conjunto de recursos, de habilidades (operativas, organizacionais e relacionais) e de mecanismos de aprendizagem por elas empregados.
As capacidades tecnológicas básicas são acumuladas por meio da experiência e das rotinas simples da atividade de produção, ou seja, é do tipo learning by-doing ou com base na experiência. As capacidades intermediárias são construídas a partir de atividades ou esforços conduzidos em base mais deliberada. E as capacidades avançadas, por sua vez, são desenvolvidas por meio de atividades de P&D, que são a forma mais explícita e deliberada de esforço tecnológico (GALLINA & FLEURY, 2013).
Segundo Gaino e Pamplona, (2014) uma organização gerenciada por profissionais especializados, cujo objetivo é incrementar a geração de renda e bem-estar da sua comunidade, por meio da promoção da cultura de inovação e da competitividade dos empreendimentos e das instituições inovadoras a ela associados.
Bell e Pavitt (1993; 1995) formularam uma definição ampla, segundo a qual a capacidade tecnológica incorpora os recursos necessários para gerar e gerir mudanças tecnológicas. Tais recursos acumulam-se e incorporam-se aos indivíduos (como aptidões, conhecimentos e experiência) e aos sistemas organizacionais. Essa definição baseia-se em outras formuladas anteriormente. Além disso, a capacidade tecnológica é de natureza difusa.
Figueiredo (2005) em outras palavras, a capacidade tecnológica de uma empresa está armazenada, acumulada, em pelo menos quatro componentes (BELL & PAVITT, 1993; 1995) sistemas técnicos físicos - referem-se à maquinaria e equipamentos, sistemas baseados em tecnologia de informação, software em geral, plantas de manufatura; pessoas - referem-se ao conhecimento tácito, às experiências e habilidades de gerentes, engenheiros, técnicos e operadores que são adquiridos ao longo do tempo, mas que também abrangem sua qualificação formal.
3. Materiais e metodos
O presente trabalho foi aplicado em uma rede frigorifica localizada em três cidades do estado do Paraná, com equipes diferentes e responsáveis independentes, e com atuações distintas. Juntas produzem 3.000,00 Kg/mês e atuam sobre serviço de inspeção Federal. Foram identificadas como empresa 1, empresa 2 e empresa 3.
Para alcançar os objetivos conduziu-se uma pesquisa baseado na Teoria fundamentada de dados (Grounded Theory), que promove o entendimento do fenômeno estudado através dos dados emergidos durante a sua coleta e os transforma em informações relevantes para o entendimento e conclusão da pesquisa (STRAUSS; CORBIN, 1990).
3.1 Analise da cadeia do frio no processamento e determinação dos pontos de controle
Para a determinação dos pontos de controle e a delimitação dos limites críticos foi realizado um acompanhamento técnico da produção, descrevendo os pontos de monitoramento do processo do frio baseado na circular 175/2005/CGPE/DIPOA do MAPA e Portarias estabelecidas pela ANVISA.
A Avaliação do cumprimento da cadeia do frio para conservação do alimento foi estudado através de uma verificação "in loco" em todos os pontos de controle, com seus respectivos limites críticos. O monitoramento da temperatura consistiu no registro exato, por meio de equipamento apropriado da temperatura de uma amostra. De acordo com a Portaria nº 91/94 de 7 de Fevereiro, os meios de transporte e as instalações de depósito e armazenagem dos alimentos resfriados e congelados devem estar equipados com instrumentos apropriados de registro, aprovados pelas autoridades competentes, para o controle, a intervalos de tempo regulares, da temperatura do ar.
3.2. Analise do acesso e da capacidade tecnologia
Os avanços tecnológicos foram analisados através de um questionário aplicado em forma de entrevista a 12 gerentes da rede frigorifica baseado no estudo de Figueiredo (2005). As questões referem-se ao acesso de tecnologia, avaliando as suas percepções do setor e verificar a preocupação com a qualidade de seu produto. Cumpre salientar que este tipo de pesquisa "tem por objetivo a coleta de elementos não disponíveis, que, ordenados sistematicamente, de acordo com processos adequados, possibilitam o conhecimento de uma determinada situação, hipótese ou norma de procedimento" (MUNHOZ, 1989, p. 85).
O procedimento adotado para analise da capacidade tecnológica foi baseada no quadro 01 proposto por ZAWISLACK (1998), a capacidade tecnológica de uma empresa descreve o domínio tecnológico dessa mesma empresa.
Capacidade Tecnólogica |
Domínio Tecnológico |
Básica |
Compra de equipamento, subcontratação de operações, vigília, contratação de especialista, desempacotamento, learning by doing |
Intermediária |
Engenharia reversa, estabelecimento de consórsios, joint-ventures, alianças estratégicas, propecção |
Avançada |
Grandes programas de P&D autônomos, ou em conjunto com centros de pesquisa e universidades, realização de pesquisa para terceiros, venda de tecnologia. |
QUADRO 1: Relação entre Capacidade Tecnológica e Domínio Tecnológico.
Fonte: ADAPTADO DE ZAWISLACK (1998).
Desta forma, toda ação, ou todo o planejamento no sentido de alavancar atividades inovativas deve prever a etapa de mapeamento da capacidade tecnológica das empresas, quer seja de forma individual, ou mesmo em grupos.
4. Resultados e discussões
4.1 Analise e determinação dos pontos de controle e seus limites críticos
Doze pontos foram tanto indicados pela legislação quanto obtidos no levantamento dentro dos três entrepostos da empresa, são elas armazenamento de carcaças, transporte para sede processadora, recepção de carcaças, câmara de resfriamento, pré-corte, armazenamento em câmara de resfriamento pré desossa, sala de desossa, Matéria-prima para adentrar a sala de desossa, setor embalagem primaria, embalagem secundaria, câmara de armazenamento de produto final (resfriamento e congelamento), setor de expedição.
O primeiro ponto de controle, armazenamento da carcaça abatida em câmara de resfriamento com temperatura variante de 0 a 5°C segundo o item 5.7 da PORTARIA 2619/11. A próxima etapa é o transporte para sede processadora em caminhão baú refrigerada onde a temperatura não deve ultrapassar 7°C. (BARROS, et al 2007) reforça que a contaminação microbiológica de carcaças bovinas ocorre principalmente durante a produção e o armazenamento e distribuição de matadouros.
A terceira etapa do segmento do frio é a temperatura da materia-prima na recepção da sede processadora, perante legislação não pode ultrapassa 7°C. A estocagem das carcaças em câmara de resfriamento é a quarta etapa apresentada com temperatura legal de 2 a 5°C, o estudo de Grande & Vieira (2013) afirma que baixas temperaturas retardam a modificação da cor e textura da carne através das atividades microbianas e químicas, com isso as câmaras têm a temperatura estabilizada entre 0 e 4° C.
Na verificação na etapa do pré-corte e armazenamento em câmara de resfriamento pré desossa com temperatura legal de 2 a 5°C, permanecendo até o respectivo processamento.
A sexta etapa do processo produtivo da empresa é a Desossa (Processamento da carne), a carne é processada em respectivos cortes sem osso, de acordo coma Portaria Centro de Vigilância Sanitária da Secretaria de Estado da Saúde -6/99, de 10.03.99 no item 9.12.6 em relação a áreas de manipulação quando forem climatizadas devem manter temperatura entre 12 e 18ºC. De acordo com a circular 175 do ministério da agricultura a temperatura do ambiente de embalagem tanto primário quanto secundaria não deve passar de 12°C. A temperatura da matéria-prima para adentrar a sala de desossa não pode ultrapassar 5°C, pois segundo a RDC 175 do MAPA é a temperatura ideal para manusear carne in natura.
A penúltima etapa do processo de produção das empresas o produto final é encaminhado para as câmaras de armazenagem de refrigeração de 0 a 5°C, ou são encaminhados para câmara de congelamento com temperatura de -18°C, Segundo Silva e Bolini (2006) nas especificações das etapas de processamento o congelamento segue a -20±2ºC. Segundo Costa et al. (2005) Diferentes tecnologias de conservação como congelamento, resfriamento, vêm sendo estudadas a fim de garantir a estabilidade microbiológica, e de manterem as suas características organolépticas.
A última etapa estabelecida é a Expedição, que é o setor de saída do produto final, temperatura ambiente de 12°C. A partir da determinação destes pontos iniciou o processo de verificação das temperaturas sofridas em cada etapa.
4.1.1 A avaliação da cadeia do frio no processamento
O entreposto 1 nas dez etapas apresentou conformidade em nove delas, a não conformidade encontrada foi no ponto de saída da central de abate para a central de processamento, o caminhão de transporte apresentou temperatura de 8,2°C estando acima da permitido. Segundo a Portaria Centro de Vigilância Sanitária da Secretaria de Estado da Saúde -6/99, de 10.03.99 no item 24, os equipamentos de refrigeração não devem apresentar risco de contaminação para o produto e deve garantir, durante o transporte, temperatura adequada para o mesmo. Analisando a não conformidade encontrada verificou-se que foi falha do próprio motorista que não ligou a refrigeração em tempo necessária para que a temperatura interna do baú resfriasse adequadamente, verificando falta de treinamento do funcionário em relação aos cuidados de qualidade do produto. (HEIDEMANN et al., 2009) afirmam que o treinamento envolve transmissão de conhecimentos específicos relativos ao trabalho, atitudes frente a aspectos da organização, além de reduzir o número de casos de surtos alimentares, conduz a melhor qualidade de vida da população.
Ainda Seaman, (2010) identificou que no local de trabalho a aprendizagem tende a concentrar-se no indivíduo e não na comunidade ou estruturas sociais. No caso das atividades de manipulação de alimentos, quando comportamentos positivos em longo prazo são necessários incluir treinamentos contínuos reforçando mensagens e algumas técnicas para incentivar a participação.
Na verificação do entreposto 2 dos dez pontos analisados, nove apresentaram conformidades com o padrão estabelecido em legislação, o ponto de não conformidade foi na temperatura de armazenagem do produto final em câmara de congelamento com temperatura de -16°C. De acordo com o item 6.20 da PORTARIA 2619/11 - SMS. equipamentos de refrigeração devem ser organizados e regulados de forma a garantir que sejam atingidas as temperaturas indicadas para cada categoria de alimentos.
Em sua analise verificou-se falha humana no ajuste da temperatura por meio eletrônico, devido ao fato de não estarem ciente com a legislação vigente segundo gerente do setor. Segundo Lopes & Mourao, (2010) "treinamento" corresponde ao conjunto de partes coordenadas entre si, que tem como referencial o modelo sistêmico de compreensão do fenômeno organizacional, com três componentes interdependentes: avaliação de necessidades de capacitação, planejamento e execução do treinamento e avaliação. A revisão de todo o processo de ensino-aprendizagem, através da avaliação, é um dos meios de se conseguir evidências sobre mudanças comportamentais, não se tornando um meio que avalia êxito ou fracasso, mas que leve a uma reflexão sobre técnicas rotineiras e alienantes, cujo objetivo principal é aproximar o indivíduo à realidade, integrando o sujeito no mundo do trabalho (CASTRO & TAKAHASHI, 2008).
O entreposto 3 nos dez pontos de controle não apresentou irregularidades na medição de temperatura. Com isso analisamos que as empresas em questão estão dentro dos padrões de temperaturas, não foi encontrada nenhum defeitos em instrumentos de medição, e estavam cientes sobre as questões legais pertinentes, assegurando com isso a qualidade do seu processo e de seu produto. Martineli, et al. (2009) a manutenção da qualidade é importante não só para a proteção da saúde do consumidor, mas também para garantir a uniformidade de carne fresca e seu shelf-life.
4.2 Avaliação do acesso e da capacidade tecnológica dos entrepostos
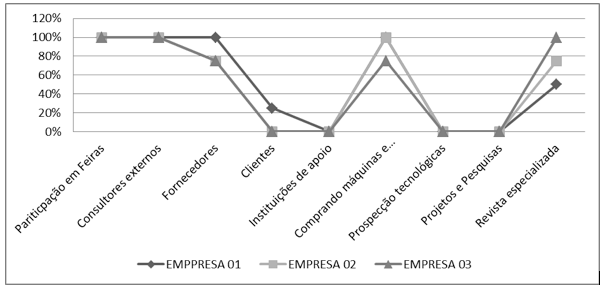
O questionário aplicado em entrevista paras os gestores das sedes estudadas na avaliação o acesso a tecnologia, tiveram como questionamento central a forma que a empresa tem acesso à tecnologia, as respostas poderiam ser desde a participação em feiras ; Contratando Consultores externos; Por meio de Fornecedores; Por meio de seus Clientes ; Via instituições de apoio (SEBRAE, SENAI, Centros de Tecnologia); Comprando máquinas e equipamentos; Fazendo vigília e prospecção tecnológicas ; Participando de projetos conjuntos de pesquisa e desenvolvimento ; Revistas especializadas (ZAWISLACK, 1998).
Para a totalidade das empresas, os gastos com tecnologia se resumem à compra de novas máquinas e novos equipamentos, como destacado nos itens participação em feiras, visita a fornecedores, comprando maquinas e através de revistas. Ou seja, os empresários somente conseguem ver como investimentos em tecnologia os relacionados única e exclusivamente com a compra de uma nova máquina. Empresas desse tipo normalmente ficam defasadas e sua vantagem competitiva está em produzir com custos reduzidos e não com tecnologia avançada (FREEMAN, 1975; JUNIOR & CUNHA, 2008).
No caso de indústrias de alimentos o fator qualidade do produto é um determinante, De acordo com Trienekens & Zuurbier (2008) a qualidade é uma vantagem competitiva que diferencia uma empresa de outra, pois os consumidores estão cada vez mais exigentes em relação à sua expectativa. Logo as empresas que não estiverem preocupadas com esta busca pela qualidade poderão ficar a margem do mercado consumidor.
O gráfico 01 demonstra a media em porcentagens de acordo com as resposta dos gerentes entrevistados de cada estabelecimento.
Gráfico 01: Porcentagem do acesso à tecnologia das empresas
Fonte: Autoria propria
De acordo com os resultados as empresas apresentam como principais dificuldades a falta de comunicação com clientes, conhecem, mas não utilizam o auxilio de instituições de apoia a tecnologia, e também não investem adequadamente na área como se destaca a falta em prospecções tecnológicas e participações em projetos e pesquisas voltadas a área. Para as empresas dos países em desenvolvimento cumprirem um número crescente de normas e regulamentos técnicos relacionados ao conteúdo dos produtos, são necessárias mudanças em métodos e processos de produção (Gallina & Fleury, 2013).
De acordo com os resultados apresentados no acesso à tecnologia através das respostas dos gerentes constatou que as empresas se encontram no estagio básico de capacidade e domínio tecnológico. Sendo caracterizadas apenas com vigílias de inovação, compra de equipamentos, contratação de especialistas e subcontratação de operações, de acordo com modelo proposto por zawislack (1998). Verificamos que a capacidade tecnológica básica se adquire por meio da experiência e das rotinas de trabalho (Learning by-doing). Santos (2012) ressalta que o sucesso futuro das empresas emergentes que desejam alcançar o sucesso, dependerá da capacidade de acessar o conhecimento fora das subsidiárias e da matriz e de juntá-lo às capacidades de suas redes globais de operações e de cooperação tecnológica.
Para tornar essas empresas competitivas, a aprendizagem tecnológica torna-se de fundamental importância. Os processos de aprendizado são associados à ampliação do estoque de conhecimentos, ao aprimoramento contínuo, a processos de inovação, ao desenvolvimento de competências, à obtenção de diferenciais em relação aos concorrentes, implicando aumento da capacidade competitiva das empresas (Gallina & Fleury, 2013).
Verificamos que não existem muitos trabalhos que aplicam o conceito de capacidade tecnológica especificamente a empresas do setor alimentício. O estudo de Mori, et al. (2013) demonstra que o estudo da capacidade tecnológica é realizado pela análise isolada de indicadores (agregação parcial ou estatística descritiva do grupo de empresas analisadas) e uso de análise subjetiva, sendo aplicável para todo tipo de intuição.
5. Conclusão
O cumprimento do ciclo do frio na cadeia produtiva de carne bovina é de suma importância e obrigação, pois esta totalmente relacionada coma multiplicação de micro-organismos patogênicos e deteriorantes que prejudicam a qualidade do produto e a saúde do consumidor. Foi constatado em visita que em soma das três empresas possuem 34 pontos de controle de temperatura, onde 32 pontos apresentaram conformidades no monitoramento estando dentro do padrão estabelecido, e apenas dois pontos em não conformidade. Isso se deve ao fato das empresas trabalhem com inspeção Federal e seu controle de qualidade se torna mais eficiente. Nas não conformidades houve falta de treinamento dos funcionários.
Em relação aos níveis de capacidade tecnológica apresentou, predominantemente, atividades de inovação informal e, em menor escala. A capacidade tecnológica das empresas enquadra-se dentro da categoria de capacidade tecnológica básica. Desta forma, é fundamental que as estratégias das empresas, bem como as políticas públicas para o desenvolvimento do arranjo não se relacionem somente às questões de diminuição de custos, mas consigam programar o aproveitamento do potencial de aprendizagem existente no arranjo e a criação de estruturas que possam explorar as fontes de inovação.
Referencial
ABGRALL, M. E MISNER, S. Food Safety, Preparation and Storage Tips. Time and Temperature Make a Difference. Cooperative Extension, College of Agriculture and Life Sciences. The University of Arizona. 1988.
BARROS, M. A. F.; NERO, L. A.; MONTEIRO, A. A.; BELOTI, V. Identificação dos principais pontos de contaminação por microrganismos indicadores de higiene em plantas de processamento de carne bovina. Ciência e Tecnologia de Alimentos, Campinas, 27(4): 856-862, out.-dez. 2007.
BELL, M. "Learning" and the accumulation of industrial technological capacity in developing countries. In: KING, K.; FRANSMAN, M. (Eds.). Technological capability in the Third World. London: Macmilan, 1984.
BRASIL.: Procedimentos de Verificação dos Programas de Autocontrole (Versão Preliminar). Ministério Da Agricultura, Pecuária E Abastecimento MAPA. CIRCULAR Nº 175/2005/CGPE/DIPOA.
BRASIL. Portaria 6/99, de 10 março de 1999."Regulamento Técnico, que estabelece os Parâmetros e Critérios para o Controle Higiênico-Sanitário em estabelecimentos de Alimentos", constante no Anexo Único. Centro de Vigilância Sanitária da Secretaria de Estado da Saúde.
BRASIL. PORTARIA 26/19/11 - Regulamento de Boas Práticas e de Controle de condições sanitárias e técnicas das atividades relacionadas à importação, exportação, extração, produção, manipulação, beneficiamento, acondicionamento, transporte, armazenamento, distribuição, embalagem, reembalagem, fracionamento, comercialização e uso de alimentos, águas minerais e de fontes, bebidas, aditivos e embalagens para alimentos. SMS – Publicada em DOC 06/12/2011, página 23.
BAPTISTA, P. E LINHARES, M. 2005. Higiene e Segurança Alimentar na Restauração. Vol. I, 1ª ed. Forvisão Guimarães, Portugal.
BUNCIC, S.; NYCHAS, G. J.; LEE, M. R. F.; KOUTSOUMANIS, K.; HÉBRAUD, M.; DESVAUX, M.; CHORIANOPOULOS, N.; BOLTON, D.; BLAGOJEVIC, B.; ANTIC, D. Microbial pathogen control in the beef chain: Recent research advances. Meat Science (2013).
CALDERON, R. GABRIEL; L. DELGADO, M.; ANDRÉS, P.; URBANO, C. FARLEY, M.; COY, C.; ANDRÉS, F. Resistência de la Salmonela a los antimicrobianos convencionales para su tratamiento. Ces. Med. Vet. Zootec.[online]. 2012, vol.7, n.1, pp. 116-129.
CASTRO, L, C.; TAKAHASHI, R. T. Percepção dos enfermeiros sobre a avaliação da aprendizagem nos treinamentos desenvolvidos em um hospital de São Paulo. Revista escola de enfermagem. USP [online]. 2008, vol.42, n.2, pp. 305-311.
CODEX ALIMENTARIUS. 1999. Code of Hygienic Practice for Refrigerated Packaged Foods with Extended Shelf Life. CAC/RCP 46. pp. 1-20.robiology. Arnold. Londres, Reino Unido. 1999.
COSTA, L. M. C; MAIA, G. A; COSTA, J. M. C; FIGUEIREDO, R. W.; SOUSA, P. H. M. Avaliação de água-de-coco obtida por diferentes métodos de conservação. Ciência e Agrotecnologia. vol.29 no.6 Lavras Nov./Dec. 2005.
FREEMAN, C. La teoría económica de la innovación industrial. Madrid: Alianza Editorial, 1975.
FIGUEIREDO, P. N. Acumulação tecnológica e Inovação industrial conceitos, mensuração e evidências no brasil. São Paulo em perspectiva, v. 19, n. 1, p. 54-69, jan./mar. 2005.
GAINO, A. A. P.; PAMPLONA, J. B. Abordagem teórica dos condicionantes da formação e consolidação dos parques tecnológicos. Produção. vol.24 no.1 São Paulo Jan./Mar. 2014.
GARBUTT, J. Essentials of Food Mic Codex Alimentarius. Recommended International Code of Practice for the Processing and Handling of Quick Frozen Foods. CAC/RCP 8. pp. 1-19, 1977.
GALLINA, L. S.; TEO, C. R. P. A.; MUNARO, P. S.; OLIVEIRA, V. S. H. Representações sobre segurança alimentar e nutricional nos discursos de um Conselho de Alimentação Escolar. Saúde social. [online]. 2012, vol.21, n.1, pp. 89-102.
GALLINA, R.; FLEURY, A. A capacitação tecnológica na empresa: a função da Tecnologia Industrial Básica (TIB). Gestão &. Produção. vol.20 no.2 São Carlos Apr./June 2013..
GRANDE, E. T. G.; VIEIRA, S. L. Beef traceability by radio frequency Identification system in the production process of A slaughterhouse. Revista de Gestão da Tecnologia e Sistemas de Informação. Vol. 10, No. 1, Jan/Apr., 2013 pp. 99-118.
HEIDEMANN, R.; TRAEBERT, J. ; LACERDA, J. T. Nível de Conhecimento dos trabalhadores de indústrias de produtos suínos sobre a manipulação higiênica dos alimentos. Revista Higiene Alimentar, v. 23, n. 174/175, p.47-51, 2009.
JERÔNIMO, H. M. A.; QUEIROGA, R. C. R. E.; COSTA, A. C. V.; BARBOSA, I. M.; CONCEIÇÃO, M. L.; SOUZA, E. L. Adhesion and biofilm formation by Staphylococcus aureus from food processing plants as affected by growth medium, surface type and incubation temperature. Braz. J. Pharm. Sci. [online]. 2012, vol.48, n.4, pp. 737-745.
JÚNIOR, S. S. F; CUNHA, J. C. A capacitação tecnológica das indústrias de louças de mesa de Campo Largo (PR). Revista Administração Mackenzie, vol.9 no.2 São Paulo Mar./Apr. 2008.
LALL, S. technological capabilities and industrialization. World Development, v.2, nº20, february, 1992. p. 165-186.
LINDELÖF, P.; LÖFSTEN, H. Science park location and new technology-based firms in Sweden - implications for strategy and performance. Small Business Economics, v. 20, p. 245-258, 2003.
LÓPEZ, M. E.; GARCÍA, H. S.; A. MALO, A. L. Organic acids as antimicrobials to control Salmonella in meat and poultry products. Food Research International 45 (2012).
LOPES, J. M.; MOURAO, L. Crenças acerca do sistema de treinamento: a predição de variáveis pessoais e funcionais. Estudo psicologico. (Campinas) [online]. 2010, vol.27, n.2, pp. 197-206.
MAFRA, S. C. T.; SILVA, V. E.; CONCEIÇÃO, G. S.; MAFRA, C. L.; FREITAS, J. P. F.; FONTES, M. B. Análise microbiológica do ambiente e dos uniformes de trabalhadores de lavanderia de indústria de produtos de origem animal. Produção. Online. v. 10, n. 2, jun.2010.
MARTINELI, T. M.; JUNIORI, O. D. R.; CERESER, N. D.; CARDOZOI, M. V.; FONTOURAI, C. L.; PERRI, S. H. V. Microbiological counting in lamb carcasses from an abattoir in São Paulo, Brazil. Cienc. Rural[online]. 2009, vol.39, n.6, pp. 1836-1841.
MORI, C.; BATALHA, M. O.; ALFRANCA, O. Capacidade tecnológica: proposição de índice e aplicação a empresas do complexo agroindustrial do trigo. Revista Produção, ahead of print Epub Oct 15, 2013.
MUNHOZ, D. G. Economia aplicada: técnicas de pesquisa e análise econômica. Brasília: Editora Universidade de Brasília, 1989. p. 300.
NASCIMENTO, H. M.; DELGADO, D. A. BARBARIC, I. F. Avaliação da aplicação de agentes sanitizantes como controladores do crescimento microbiano na indústria alimentícia. Revista Ceciliana, Jun 2(1): 11-13, 2010.
PAIS, E. Higiene e Segurança Alimentar numa Pizzeria: Controlo Estatístico da Temperatura. 2007.
PINTO, M. S.;, FERREIRA, C. L. L. F.; MARTINS, J. M.; TEODORO, V. A. M.; PRENTICE, C.; SAINZ, R. L. Cinética de deterioração apresentada por filés de carpa-capim (Ctenopharyngodon idella) embalados a vácuo sob diferentes condições de refrigeração. Cienc. Tecnol. Aliment. Vol. 25 n°1 Campinas Jan/Mar. 2005.
PROUDLOVE, K. 1996. Os alimentos em debate: Uma visão equilibrada. São Paulo, Editora Varela. 251pp.
SABA, R. Z.; BURGER, PAES, K.; JUNIOR, R.; DURIVAL, O. Pressão e temperatura da água de lavagem na população microbiana da superfície de carcaças bovinas. Cienc. Rural [online]. 2010, vol.40, n.9, pp. 1987-1992.
SANTOS, M. C. B. G.; PINHO, M. Estratégias tecnológicas em transformação: um estudo da indústria farmacêutica brasileira. Gestão & Produção. vol.19 no.2 São Carlos 2012.
SANTOS, L. L.; Cumprimento de food service com ISO 14001 e ISO 22000. Rev. Nutr. vol.25 no.3 Campinas May / June 2012.
SEAMAN, P. Food hygiene training: Introducing the Food Hygiene Training Model. Food Control 21 (2010) 381–387.
SHIKIDA, P. F. A. ; AZEVEDO, P. F.;, C. E. F. Desafios da agroindústria canavieira no Brasil pós-desregulamentação: uma análise das capacidades tecnológicas. Revista Economica Sociologia Rural vol.49 no.3 Brasília July/Sept. 2011.
SILVA, K.; BOLINI, H. M. A. Avaliação sensorial de sorvete formulado com produto de soro ácido de leite bovino. Ciência Tecnologia de Alimentos vol. 26 no 1 Campinas Jan/Mar 2006.
SILVA, I. D.; CARELI, R. T.; LIMA, J. C.; ANDRADE, N. J. Effectiveness of cleaning and sanitizing procedures in controlling the adherence of Pseudomonas fluorescens, Salmonella Enteritidis, andStaphylococcus aureus to domestic kitchen surfaces. Ciênc. Tecnol. Aliment. [online]. 2010, vol.30, n.1, pp. 231-236.
STRAUSS, A.; CORBIN, J. Basics of qualitative research. London: Sage, 1990.
TRIENEKENS, J.; ZUURBIER, P. Quality and safety Standards in the food industry, developments and challenges. Internacional Journal of Production Economics, v. 113, n. 1, p. 107-122, May. 2008.
ZAWISLAK, P.A; NASCIMENTO,L.F.; GRAZIADIO, T. Planejamento estratégico de tecnologia para PMEs: o caso das empresas de autopeças do Rio Grande do Sul. Revista de Administração Contemporânea, v.2,n.3, set/dez, 1998, p.27-43.