
 HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN
HOME | ÍNDICE POR TÍTULO | NORMAS PUBLICACIÓN Espacios. Vol. 37 (Nº 11) Año 2016. Pág. 7
Fábio ORSSATTO 1, Alessandro EWERLING 2, Maykon Douglas do Amaral DOMINGUÊS 2, Eduardo EYNG 3, Maria Hermínia Ferreira TAVARES 4
Recibido: 19/12/15 • Aprobado: 19/01/2016
RESUMO: O objetivo desse trabalho foi avaliar a eficiência do tratamento do efluente de uma lavanderia industrial utilizando a eletrofloculação buscando otimizar os parâmetros de operação e viabilizar o reuso. Utilizou-se efluente provindo de uma lavanderia de um frigorífico de suínos, responsável pela lavagem dos uniformes dos funcionários. Para o tratamento, foi utilizado um reator em batelada, onde foram inseridos eletrodos de sacrifício conectados a uma fonte de corrente continua. Verificou-se que a eletrofloculação é uma boa alternativa ao tratamento de efluentes de lavanderias industriais, pois apresentou uma alta remoção de poluentes. Com isso, viabiliza-se o reuso do efluente tratado. |
ABSTRACT: The objective this study was to evaluate the effectiveness of effluent treatment from an industrial laundry using electroflocculation seeking to optimize the operating parameters and enable reuse. We used effluent from a laundry room of a refrigerator pigs, responsible for washing the uniforms of the employees. For the treatment, we used a batch reactor, where they were inserted sacrificial electrodes connected to a direct current source. It was found that the electroflocculation is a good alternative to the treatment of effluents industrial laundries, it had a high pollutant removal. With this if it enables reuse of treated effluent. Thus, enables the reuse of the treated effluent. |
Com o desenvolvimento industrial e o crescimento acelerado da população o consumo de água tem aumentado. E como consequência, os recursos hídricos vêm sofrendo grandes impactos, pois a água usada de forma in natura pelas indústrias retorna ao seu habitat natural como efluente líquido, podendo ser uma potencial fonte poluidora se não houver tratamento adequado.
Segundo o relatório de conjuntura dos recursos hídricos publicado pela ANA, em 2011 o uso porcentual de água foi assim distribuído no Brasil: 47% da água é utilizada para irrigação, 26% destina-se ao abastecimento urbano e 17% é utilizada na indústria. A indústria, além de ocupar o terceiro lugar no consumo de água, é um agente potencialmente gerador de impactos ambientais (CRESPILHO & REZEDE 2004).
Entre as atividades industriais que utilizam grande volume de água, estão as lavanderias industriais.
O ramo de lavagem de roupas é um importante setor de serviços na sociedade moderna e responsável por uma parcela significativa no consumo de água no meio urbano (MENEZES, 2005).
A relevância social e econômica das lavanderias industriais, conjugada com seu potencial poluidor, vem intensificando, nas últimas décadas, a realização de pesquisas acadêmicas. A difusão de temas tão caros a esses países justifica a necessidade do debate acadêmico como um propulsor de ações tendo em vista a sustentabilidade (BRITO, 2013).
As águas residuais geradas nesse setor apresentam volumes significativos os quais contém uma diversidade de compostos. Entre esses se podem mencionar tensoativos, amaciantes, alvejantes, tinturas, fibras de tecidos, enzimas, gomas e contaminantes diversos. Desta forma, o efluente gerado apresenta carga orgânica, coloração, baixa tensão superficial e quantidade significativa de sólidos suspensos (MENEZES, 2005).
Ao apresentar todos esses poluentes, justifica-se a necessidade de tratamento desse efluente. Como alternativa para tal, a técnica de eletrofloculação apresenta-se como promissora.
A eletrofloculação, também conhecida como eletrocoagulação e eletroflotação, é um processo que utiliza corrente elétrica, envolvendo reatores eletroquímicos, nos quais são gerados coagulantes in situ, por oxidação eletrolítica de um material apropriado no ânodo. Geralmente, na região anódica emprega-se ferro ou alumínio, pois são materiais de baixo custo, eficazes e prontamente disponíveis no mercado. A geração de íons metálicos ocorre no ânodo, enquanto que a de gás hidrogênio ocorre no cátodo (GOBBI, 2013).
Segundo CRESPILHO & REZENDE (2004) a eletrofloculação ocorre em quatro etapas: a geração eletroquímica do agente coagulante, a eletrocoagulação, eletrofloculação e a flotação das impurezas.
Vários são os autores que utilizaram da eletrofloculação para o tratamento de efluentes: LIAKOS & LAZARIDIS (2014), BRITO, et al (2012), MENESES, et al (2012), ULUCAN, et al (2014) entre outros trabalhos.
Dessa maneira, o principal objetivo desse trabalho foi avaliar a eficiência do tratamento do efluente de uma lavanderia industrial utilizando a técnica de eletrofloculação buscando otimizar os parâmetros de operação (ddp e tempo de detenção hidráulica) e viabilizar o uso do efluente para o reuso.
O efluente foi coletado na lavanderia de uma indústria de abate e frigorífico de suínos, responsável pela lavagem dos uniformes dos funcionários, localizada no oeste do Paraná.
Como a empresa possui vários setores, as roupas possuem diversos tipos de sujidades, como graxas, sangue, gordura animal, corantes, terra, entre outras e a cada turno de trabalho os colaboradores recebem os uniformes limpos e no final do expediente deixam na lavanderia para serem lavados e utilizados no próximo dia.
A lavanderia funciona 24 horas por dia, trabalhando seis dias por semana, resultando em 588 horas trabalhadas mensais. Na Figura 1 é representado o fluxograma dos 3 procedimentos de lavagem.
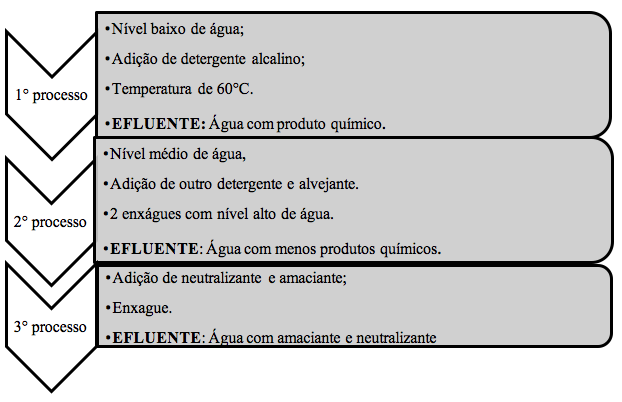
Figura 1 – Fluxograma dos processos da lavanderia em estudo
Para cada lavagem existe um nível de água a ser descartado. Destes, o nível baixo consome em média 250 litros e o nível alto em média 650 litros de água. São utilizados 100 kg de roupas para cada procedimento, que são executados conforme apresentado na Tabela 1.
Tabela 1 – Procedimentos de lavagem
Tipo de vestimenta |
Tempo |
N° de lavagens nível baixo |
N° de lavagens nível alto |
Consumo de água por lavagem (litros) |
Roupas Brancas |
+/- 50 minutos |
3 |
2 |
2.450 |
Roupas coloridas |
+/- 45 minutos |
3 |
1 |
2.200 |
Aventais e plásticos |
+/- 30 minutos |
2 |
1 |
1.550 |
A lavanderia realiza diariamente em média, 70 procedimentos de lavagem das roupas, sendo que uma máquina consome em média 2.400 L.dia-1, totalizando 168.000 L.dia-1. Considerando os dias trabalhados, por mês, em média 4.032.000 litros de efluente são descartados no sistema de tratamento de efluentes da empresa.
Foram coletados 20 litros do efluente provindo dos 3 procedimentos de lavagem para a realização dos ensaios.
Os produtos utilizados nos processos de lavagem são: Tensoativos catiônicos, solubilizantes, cloreto de dialquil dimetil amônio, Perborato de sódio, álcool alcoxilado, metacilicato de sódio, alcalinizante, agentes antirepositante, branqueadores ópticos, álcoois graxos etoxilados, agente antirepositante, sequestrante e metabissulfito de sódio.
Foi utilizado um reator em batelada de bancada (becker de 1L), onde foram inseridos eletrodos de sacrifício conectados a uma fonte de corrente continua (Fonte de alimentação Modelo FA – 3050, Marca: Instrutherm), juntamente com agitador magnético (Modelo 752A, Marca Fisatom) de modo a viabilizar a eletrofloculação, como ilustrado na Figura 2.
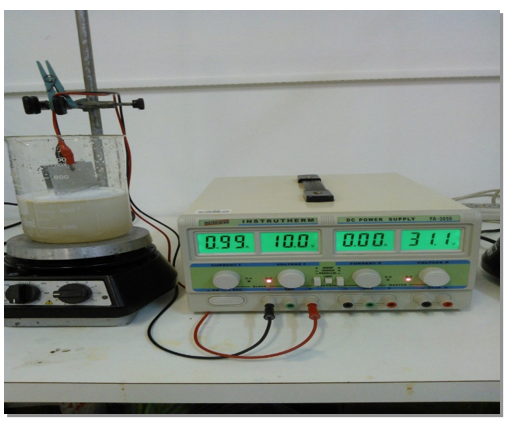
Figura 2 - Módulo experimental de eletrofloculação.
Os eletrodos de sacrifício escolhido foi de alumínio, com 10 cm de comprimento x 5 cm de largura e 0,6 mm de espessura, separados por um material não condutor de energia.
Para a escolha dos eletrodos de sacrifício foi realizado um teste preliminar onde utilizou-se tanto eletrodos de alumínio quanto de ferro. Após o teste, evidenciou-se uma intensa mudança de cor no efluente após o processo de eletrofloculação com o eletrodo de ferro, inviabilizando o processo e um eventual reuso dessa água.
Foi utilizado o Delineamento Composto Central Rotacional (DCCR), avaliando-se duas variáveis: diferença de potencial (ddp) e tempo de retenção hidráulica (TRH). A partir do planejamento fatorial completo 2², obteve-se 4 ensaios. Então foram adicionados 4 pontos centrais e 4 pontos axiais para que fosse possível a obtenção do modelo quadrático, totalizando 12 ensaios realizados em duplicatas. A ddp e o TRH foram definidos a partir do DCCR, conforme a Tabela 2.
Tabela 2 - Matriz do delineamento experimental
Ensaios |
Diferença de Potencial (volts) |
Tempo de retenção hidráulica (minutos) |
1 |
-1 |
-1 |
2 |
1 |
-1 |
3 |
-1 |
1 |
4 |
1 |
1 |
5 |
0 |
0 |
6 |
0 |
0 |
7 |
0 |
0 |
8 |
0 |
0 |
9 |
-1,41 |
0 |
10 |
1,41 |
0 |
11 |
0 |
-1,41 |
12 |
0 |
1,41 |
Na Tabela 3, estão expressos os valores referentes aos níveis estudados para os fatores diferença de potencial e tempo de retenção hidráulica.
Tabela 3 – Níveis estudados para as variáveis independentes
Código |
ddp (volts) |
TRH |
-1,41 |
10 |
10' |
-1 |
12,91 |
12'55" |
0 |
20 |
20' |
1 |
27,09 |
27'05" |
1,41 |
30 |
30' |
A partir dos resultados foi possível calcular os efeitos das variáveis, os respectivos erros e a análise de variância (ANOVA) para verificar a qualidade do ajuste do modelo obtido, o qual relacionou a variável-resposta às demais variáveis independentes testadas, assim como o efeito entre estas. A representação gráfica deste modelo constituiu em um gráfico de superfície, que auxiliou na determinação da região ótima de operação do sistema.
A análise de regressão dos dados obtidos por meio do DCCR permitiu o ajuste dos parâmetros de modelos quadráticos das variáveis-resposta em função dos fatores estudados e suas interações. A Equação 01 representa um modelo geral a ser obtido, sendo que os parâmetros ![]() foram ajustados mediante análise de regressão.
foram ajustados mediante análise de regressão.

Como o trabalho avaliou a remoção de três parâmetros, foi necessário a otimização simultânea das variáveis respostas. Para isso utilizou-se a função de desejabilidade, metodologia essa criada por Derringer e Suich (1980).
O método baseia-se na definição de uma função de desejabilidade para cada resposta, com valores restritos ao intervalo [0, 1]. Zero significa um valor inaceitável, e um o valor mais desejável (NETO et al, 2010). Como se deseja as maiores remoções de DQO, cor e turbidez o valor máximo de desejabilidade utilizado foi 1.
Para cada ensaio, foram utilizados 500 mL do efluente. Para cada volume de amostra, era adicionado 1 g de NaCl devido a baixa condutividade elétrica apresentada pelo efluente. Após a adição do sal, os eletrodos eram mergulhados na amostra e iniciava-se o processo de eletrofloculação. Em seguida, a amostra era mantida em repouso para a flotação e decantação dos poluentes separados no processo eletrolítico.
Os parâmetros analisados para avaliar a eficiência de remoção estão descritos na Tabela 4.
Tabela 4 – Parâmetros físico-químicos analisados
Parâmetro |
Unidade |
Método |
Protocolo APHA (2005) |
Demanda química de oxigênio |
mg.L-1 |
Colorimétrico |
5220 D |
Turbidez |
UNT |
Nefelométrico |
2130 B |
Cor |
UC |
Espectrometria |
2120 B |
Na Tabela 5 observa-se os valores dos parâmetros físico-químicos do efluente não tratado.
Tabela 5 – Caracterização do efluente
Parâmetro |
Valor |
Unidade |
DQO |
673,2 |
mg.L-1 |
Turbidez |
145 |
UNT |
Cor |
1149 |
UC |
Observando os valores da Tabela 5, nota-se que o efluente possui elevados índices de matéria orgânica, turbidez e cor, o que inviabiliza o reuso desse efluente e evidencia a necessidade de tratamento do mesmo.
MENEZES (2005) ao estudar o tratamento de efluentes de lavanderia industrial encontrou valores de até 612 mg.L-1 para DQO, 140 UNT para turbidez e 860 UC para cor , valores próximos aos encontrados no presente trabalho.
Na Figura 3, observa-se a eficiência de remoção da DQO, turbidez e cor do efluente tratado pelo processo eletrolítico
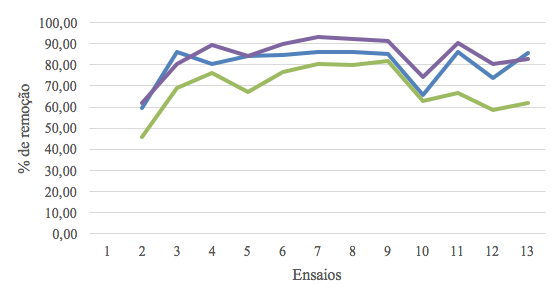
Figura 3 – Percentuais de remoção de DQO, Turbidez e Cor.
Observando o gráfico apresentado na Figura 3, verifica-se um comportamento semelhante na remoção dos parâmetros analisados no processo. O ensaio 1 foi que apresentou menor remoção para as três variáveis respostas. Já o ensaio 7 apresentou maior remoção de DQO, o ensaio 8 a maior remoção de Turbidez e o ensaio 6 a maior remoção de Cor. Apesar de os valores de maior remoção apresentaram-se em diferentes ensaios, é válido ressaltar que estes encontram-se no ponto central do planejamento experimental aplicado.
Na Tabela 6, pode-se verificar a análise de variância dos dados remoção da DQO.
Tabela 6 - ANOVA da DQO
Fatores |
G.L. |
SQ |
QM |
Fcalc |
p-valor |
x1 (L) |
1 |
440,98 |
440,98 |
966,26 |
7,36139x10-08 |
x1 (Q) |
1 |
126,71 |
126,71 |
277,63 |
2,98199 x10-06 |
x2 (L) |
1 |
162,58 |
162,58 |
356,23 |
1,42907 x10-06 |
x2 (Q) |
1 |
53,77 |
53,77 |
117,82 |
3,62254 x10-05 |
x1 x2 |
1 |
127,49 |
127,49 |
279,35 |
2,92823 x10-06 |
Resíduos |
6 |
2,74 |
0,46 |
|
|
Observa-se na ANOVA que todos os termos, lineares e quadráticos, e a interação entre o diferencial de potencial e o tempo de retenção hidráulica foram significativos, com 95% de confiança.
O gráfico de Pareto, apresentado na Figura 4, corrobora com as informações da Tabela 6.
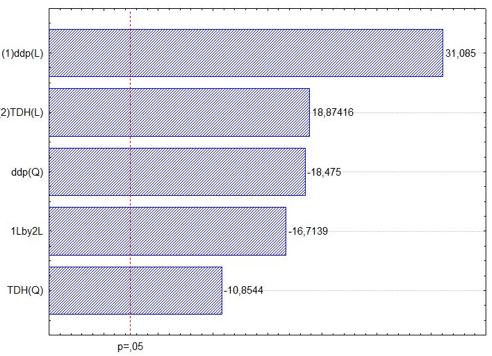
Figura 4 - Gráfico de Pareto da Remoção de DQO
Na Tabela 7 é apresentado a ANOVA para o modelo da remoção de DQO.
Tabela 7: Anova para modelo de remoção da DQO
Fonte de Variação |
S.Q. |
GL |
QM |
Fcalc |
Ftab |
p-valor |
Regressão |
911,529 |
5 |
182,306 |
399,461 |
4,387 |
1,75719x10-07 |
Resíduos |
2,738 |
6 |
0,456 |
|
|
|
Total |
|
11 |
|
|
|
|
Observando a Tabela 7, verifica-se que o Fcalc para a regressão é altamente significativo (399,461 > 4,387). Dessa maneira, pode-se concluir que o modelo se ajusta bem aos dados experimentais.
Através dos coeficientes, observa-se o modelo ajustado, também dito modelo completo ajustado pela Equação 2.

Como todos os parâmetros apresentaram alta influência sobre o resultado do ajuste final, nenhum coeficiente foi retirado da equação.
Com posse do modelo válido, gerou-se a superfície de resposta, ilustrado nas Figuras 5.
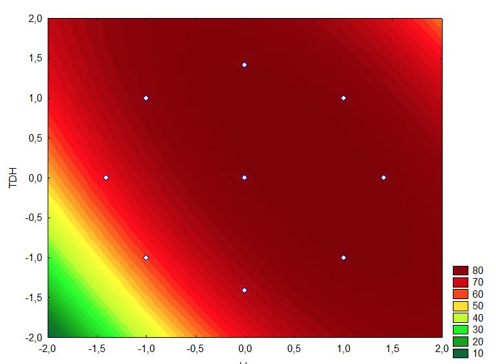
Figura 5 - Superfície de resposta para remoção da DQO
Ao analisar a superfície de resposta, ilustrado na Figura 5, observa-se que a melhor condição para a remoção de DQO é ampla. As condições ótimas poderiam ser obtidas derivando-se as equações para se determinar o ponto crítico, no entanto, a análise de superfície de resposta é muito importante pois visualiza o quanto é robusto o processo (RODRIGUES & IEMMA, 2009).
Na Tabela 8, pode-se verificar a análise de variância dos dados remoção de Cor.
Tabela 8 - ANOVA da Cor
Fatores |
G.L. |
SQ |
QM |
Fcalc |
p-valor |
x1 (L) |
1 |
160,12 |
160,12 |
7,32 |
0,035 |
x1 (Q) |
1 |
122,50 |
122,50 |
5,60 |
0,026 |
x2 (L) |
1 |
150,48 |
150,48 |
6,88 |
0,039 |
x2 (Q) |
1 |
213,57 |
213,57 |
9,77 |
0,020 |
x1 x2 |
1 |
142,17 |
142,17 |
6,50 |
0,043 |
Resíduos |
6 |
131,19 |
21,86 |
|
|
Observa-se na ANOVA que todos os termos, lineares e quadráticos, e a interação entre o diferencial de potencial e o tempo de retenção hidráulico foram significativos, com 95% de confiança.
O gráfico de Pareto, apresentado na Figura 6, corrobora com as informações da Tabela 8.
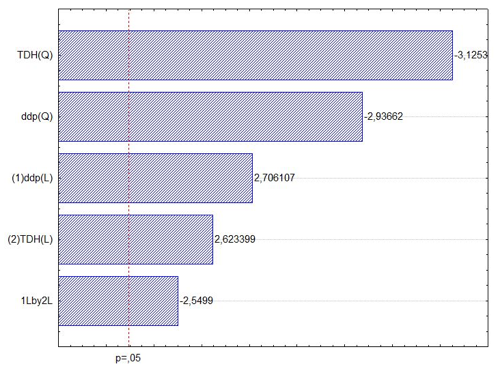
Figura 6 – Gráfico de Pareto da Remoção de Cor
A Tabela 9 apresenta ANOVA para o modelo da remoção da Cor.
Tabela 9: ANOVA para modelo de remoção da cor
Fonte de Variação |
S.Q. |
GL |
QM |
Fcalc |
Ftab |
p-valor |
Regressão |
788,84 |
5 |
157,77 |
7,21 |
4,39 |
0,016 |
Resíduos |
131,19 |
6 |
21,86 |
|
|
|
Total |
|
11 |
|
|
|
|
Observando a Tabela 9, verifica-se que o Fcalc para a regressão é altamente significativo (7,21 > 4,387). Dessa maneira, pode-se concluir que o modelo se ajusta bem aos dados experimentais.
Através dos coeficientes, observa-se o modelo ajustado, também dito modelo completo ajustado pela Equação 3.
Como todos os parâmetros apresentaram alta influência sobre o resultado do ajuste final, nenhum coeficiente foi retirado da equação.

Com posse do modelo válido, gerou-se a superfície de resposta, ilustrado nas Figuras 7.
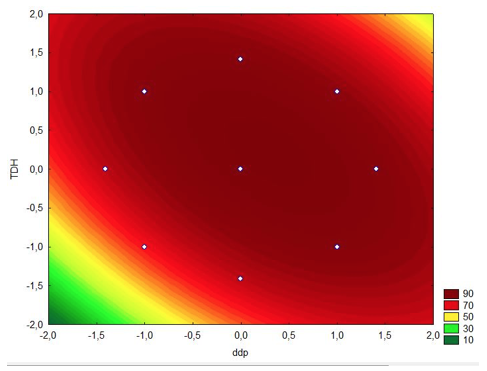
Figura 7 - Superfície de resposta para remoção da Cor.
Ao analisar a superfície de resposta, ilustrado na Figura 7, observa-se que as melhores condições para a remoção da Cor estão próximas ao ponto central.
Na Tabela 10, pode-se verificar a análise de variância dos dados remoção de Turbidez.
Tabela 10 - ANOVA da Turbidez
Fatores |
G.L. |
SQ |
QM |
Fcalc |
p-valor |
x1 (L) |
1 |
46,68 |
46,68 |
2,77 |
0,147 |
x1 (Q) |
1 |
168,91 |
168,91 |
10,04 |
0,019 |
x2 (L) |
1 |
138,14 |
138,14 |
8,21 |
0,029 |
x2 (Q) |
1 |
532,73 |
532,73 |
31,66 |
0,001 |
x1 x2 |
1 |
257,10 |
257,10 |
15,28 |
0,007 |
Resíduos |
6 |
100,96 |
16,83 |
|
|
Observa-se na ANOVA que o termo linear da ddp não foi significativo com 5% de significância. Já os demais termos foram significativos com 95% de confiança.
O gráfico de Pareto, apresentado na Figura 8, corrobora com as informações da Tabela 10.
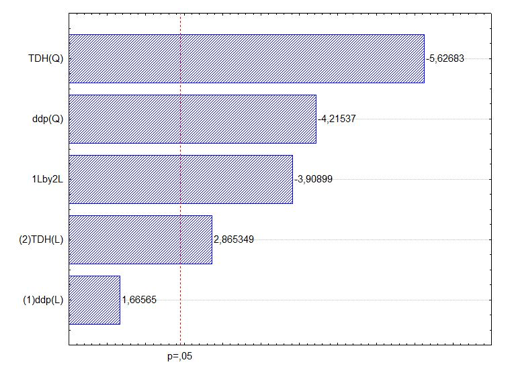
Figura 8 – Gráfico de Pareto da Turbidez
A Tabela 11 apresenta a ANOVA para o modelo de remoção de Turbidez.
Tabela 11 - ANOVA para o modelo de remoção de turbidez.
Fonte de Variação |
S.Q. |
GL |
QM |
Fcalc |
Ftab |
p-valor |
Regressão |
1143,57 |
5 |
228,71 |
13,59 |
4,387 |
0,0032 |
Resíduos |
100,956 |
6 |
16,83 |
|
|
|
Total |
|
11 |
|
|
|
|
Observando a Tabela 11, verifica-se que o Fcalc para a regressão é altamente significativo (13,59 > 4,387). Dessa maneira, pode-se concluir que o modelo se ajusta bem aos dados experimentais.
Através dos coeficientes, observa-se o modelo ajustado, também dito modelo completo ajustado pela Equação 4.

Como o parâmetro linear da ddp não apresentou alta influência sobre o resultado do ajuste final, o coeficiente correspondente a esse termo foi retirado da equação.
Com posse do modelo válido, gerou-se a superfície de resposta, ilustrado nas Figura 9.
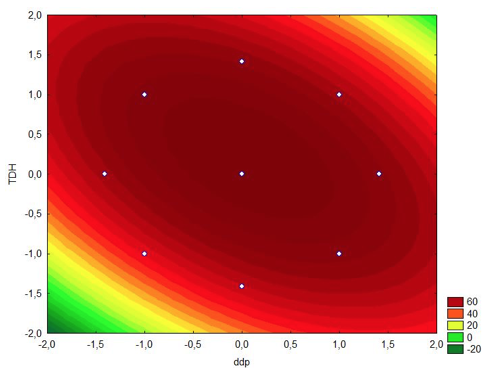
Figura 9 - Superfície de reposta para remoção de turbidez
Ao analisar as superfícies de resposta, ilustrado nas Figuras 11 e 12, observa-se que as melhores condições para a remoção de Turbidez estão próximas ao ponto central.
Na Figura 10 pode-se observar a aplicação da metodologia de Derringer e Suich (1980) para a otimização do processo da eletrofloculação.
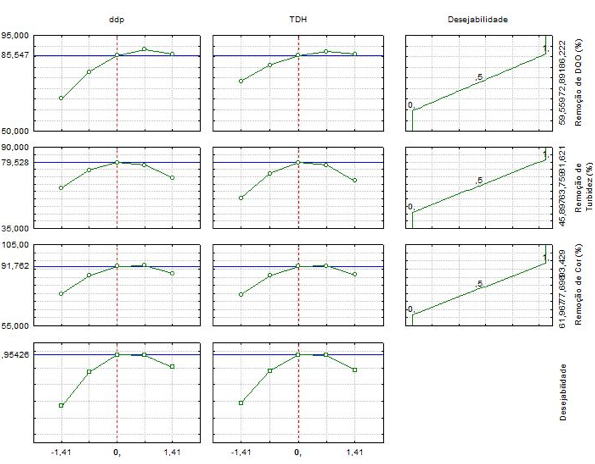
Figura 10 - Gráficos de desejabilidade.
É possível verificar na Figura 10 que a desejabilidade global alcançada foi de 0,95426 e que as condições otimizadas é para o ponto central da ddp (20 V) e o ponto central do tempo (20 min).
Observa-se também que, tanto o TDH quanto a ddp são fatores cruciais para a determinação do ponto ótimo pois ambas as variáveis apresentam inclinações pronunciadas nos gráficos. Essas inclinações são muito instrutivas, porque fornecem uma ideia da margem de manobra que existe em torno das condições ótimas (NETO et al, 2010).
Os gráficos da desejabilidade global em função da ddp e do TDH mostram que qualquer alteração desses fatores provocarão uma queda brusca na desejabilidade. Dessa maneira, ambos os fatores devem ser mantidos sob controle mais rigoroso.
A Figura 11 apresenta a superfície de resposta para a desejabilidade e corrobora com as informações observadas na Figura 11.
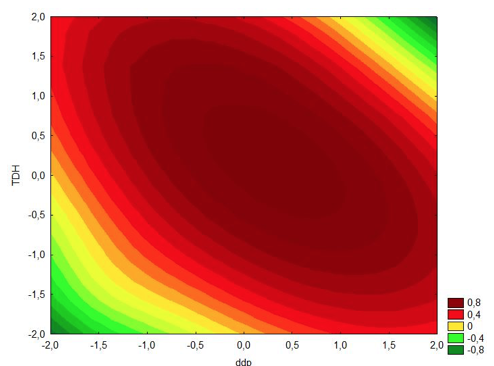
Figura 11 - Superfície de resposta para a desejabilidade.
Através do presente estudo, foi possível verificar que a eletrofloculação é uma boa alternativa ao tratamento de efluentes de lavanderias industriais, pois apresentou uma alta remoção de DQO, cor e turbidez. Com isso, é possível viabilizar o processo de reuso do efluente tratado, seja no primeiro enxague nos processos de lavagem ou em outro uso menos nobre.
Também foi possível obter um modelo ajustado para o tratamento desse efluente e otimizando simultaneamente as variáveis respostas DQO, cor e turbidez. A melhor condição encontrada foi 20 V para a ddp e 20 minutos para o tempo de detenção hidráulica.
CRESPILHO, Frank Nelson; REZENDE, Maria Olímpia Oliveira (2004); Eletroflotação: Princípios e aplicações. 1 Ed. São Carlos: Rima.
BRITO, Georgya Almeida. Sustentabilidade: um desafio para as lavanderias industriais [on line] agosto 2013, vol. 4. n.2, p. 1 -16. Disponível em REDIGE Web: http://www2.cetiqt.senai.br/ead/redige/index.php/redige/article/viewFile/211/251. ISSN 2179-1619
BRITO, Juliana. Ferreira de; FERREIRA, Laís de Oliveira; SILVA, Joaquim Paulo da. Tratamento da água de purificação do biodiesel utilizando eletrofloculação [on line] 2012, vol. 35. n.4, p. 728 – 732. Disponível em Química Nova. Web: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-40422012000400014&lng=en&nrm=iso ISSN 0100 - 4042
DERRINGER, George; SUICH, Ronald. Simultaneous optimization of several response variables [on line] October 1980, vol. 12. n. 4, p. 214 – 219. Disponível em Journal of Quality Technology. Web: http://asq.org/qic/display-item/?item=5341 ISSN 0022 - 4065
GOBBI, Lorena Cristina Abrahão. (2013); "Tratamento de água oleosa por eletrofloculação". 121 f. Dissertação (Mestrado) – São Mateus: Programa de Pós-Graduação em Energia. Universidade Federal do Espirito Santo.
LIAKOS, Thodoros I.; LAZARIDIS, Nikolaos. K. Melanoidins removal from simulated and real wastewaters by coagulation and electro-flotation [on line] April 2014, v. 242, p. 269 – 277. Disponível em Chemical Engineering Journal. Web: http://www.sciencedirect.com/science/article/pii/S1385894714000205 ISSN 1385 - 8947
MENEZES, Jean Carlo Salomé dos Santos (2005); "Tratamento e reciclagem do efluente de uma lavanderia industrial". 118 f. Dissertação (Mestrado) – Porto Alegre: Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais. Universidade Federal do Rio Grande do Sul.
MENESES, Janaina Moreira; VASCONCELOS, Robelsa de Fátima; FERNANDES, Thalys de Freitas Fernandes; ARAÚJO, Gilmar Trindade de. Tratamento do efluente do biodiesel utilizando a eletrocoagulação/flotação: investigação dos parâmetros operacionais. [on line] 2012, v. 35, n. 2, p. 235-240. Disponível em Química Nova. Web: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-40422012000200002 ISSN 0100 - 4042
NETO, Benício de Barros; SCARMINIO, Ieda Spacino; BRUNS, Roy Edward (2010); Como fazer experimentos: pesquisa e desenvolvimento na ciência e na indústria. 4. ed. Porto Alegre: Bookman.
RODRIGUES, Maria Isabel; IEMA, Antonio Francisco (2009); Planejamento de Experimentos e Otimização de Processos. 2. ed. Campinas: Casa do Espírito Amigo Fraternidade Fé e Amor.
ULUCAN, Kubra; KABUK, Harum Akif; ILHAN, Fatih; KURT, Ugur. Electrocoagulation Process Application in Bilge Water Treatment Using Response Surface Methodology. [on line] 2014, v. 9, p. 2316 – 2316. Disponível em International Journal Of Electrochemical Science. Web: http://www.electrochemsci.org/papers/vol9/90502316.pdf ISSN 1452 - 39811. Professor da Universidade Tecnológica Federal do Paraná – Câmpus Medianeira, Doutorando do Programa em Engenharia Agrícola – Universidade Estadual do Oeste do Paraná. Email: orssatto@utfpr.edu.br
2. Tecnólogo em Gestão Ambiental pela Universidade Tecnológica Federal do Paraná – Câmpus Medianeira.
3. Professor da Universidade Tecnológica Federal do Paraná – Câmpus Medianeira, Doutor em Engenharia Química – Universidade Estadual de Campinas.
4. Professora do Programa em Engenharia Agrícola - Universidade Estadual do Oeste do Paraná, Doutora em Física – USP.