![]() ISSN 0798 1015
ISSN 0798 1015

![]() ISSN 0798 1015
ISSN 0798 1015
Vol. 39 (Nº 06) Año 2018. Pág. 18
Guillermo LÓPEZ Calvajar 1; Zahily MAZAIRA Rodríguez 2; Iran Alonso HERNÁNDEZ 3; Henrry Ricardo CABRERA 4
Recibido: 03/10/2017 • Aprobado: 29/10/2017
RESUMEN: El presente trabajo se desarrolla con el objetivo de analizar la calidad de las mediciones, sobre la base de los estudios R&R, en el laboratorio de calidad de una industria cementera, garantizando la competencia técnica establecida en los requisitos de la ISO/IE 17025: 2006 que no están contemplados en la ISO 9001: 2015 certificada en la industria. Se realizaron análisis de la calidad de las mediciones para el ensayo de Blaine y el análisis químico. |
ABSTRACT: The present work is developed with the objective of analyzing the quality of the mensurations, on the base of the studies R&R, in the laboratory of quality of the cement factory, guaranteeing the technical competition settled down in the requirements of the ISO/IE 17025: 2006 that are not contemplated in the ISO 9001: 2015 certified in the company. They were carried out analysis of the quality of the mensurations for the rehearsal of Blaine as well as for chemical analysis. |

Hoy en día es inimaginable la industria moderna sin una compleja interacción de numerosos sistemas envueltos por diferentes instrumentos de medición. Pero el conocimiento y entendimiento del funcionamiento de estos instrumentos no basta para obtener la calidad total del producto (ALPE, 2017), existe la necesidad de realizar mediciones adecuadas para poder controlar y/o corregir el producto final (CONACYT, 2017). La medición es la herramienta que ha de usarse para obtener la información proporcionada por los instrumentos, que proveen los datos del comportamiento de los sistemas para poder tomar decisiones. Pero, ¿qué serían de estas mediciones sin la metrología? Es un término que frecuentemente es utilizado como sinónimo de mediciones, y que incide directamente en la efectividad de los Sistemas de Aseguramiento de la Calidad, esto involucra un amplio sistema de medidas que también abarcan la determinación de las propiedades de los productos (Tévez, 2009).
Muchas personas, ante el resultado de una medición, en cualquiera de las actividades cotidianas, se han hecho esta pregunta ¿este equipo medirá bien, será confiable el resultado? Estas interrogantes encierran un contenido de importante componente conceptual (ISPCh, 2017), porque la obtención de un resultado de medición confiable solo es posible si se atienden los elementos que constituyen las bases técnicas que establecen la confianza en dicha medición y que son objetos de estudio de la Metrología, ver figura 1. Cada uno de estos elementos juega un papel fundamental para la materialización del objetivo central, que es la garantía de la calidad de la medición (Reyes Ponce, Hernández Leonard, & Hernández Ruiz, 2009).
Figura 1
Bases técnicas para garantizar la calidad de la medición.
Fuente: (Reyes Ponce et al., 2009). Fuente: Elaborado por los autores.

En este trabajo investigativo el análisis de la calidad de las mediciones se realiza por la significación que tiene conocer cómo se encuentra el sistema de mediciones en el laboratorio de una industria cementera y su confiabilidad, lo que repercute en la comercialización y confianza de los clientes.
Además, el resultado de estos estudios es de vital importancia para el desarrollo de posteriores investigaciones en la industria del cemento, donde la precisión y validez de sus resultados dependerá de la calidad de las mediciones.
En este análisis se tomaron tres analistas (N1, N2, N3) y para su selección se contó con la opinión de la directiva del laboratorio, quien recomendó que se escogiera a uno de alta experiencia, otro de experiencia media y un tercero poco experimentado.
Se midieron diez partes en tres ensayos, para un total de 90 muestras. La extracción de las muestras se realizó teniendo en cuenta que los ensayos son destructivos, por lo que se siguieron las instrucciones proporcionadas por Gutiérrez Pulido & de la Vara Salazar, (2007).
Se tomó una cantidad considerable del producto terminado, se homogenizó y dividió en varias porciones de manera que cada analista midiera la misma muestra; buscando así seleccionar las muestras de forma que se minimice la variación o diferencia entre las porciones de esta muestra.
Es importante destacar que lo anterior es muy importante en este tipo de estudio, por cuento si no se cumple el supuesto de homogeneidad de las porciones en la muestra, la Repetibilidad y la Reproducibilidad pueden resultar sobreestimadas.
En el caso del análisis del Blaine se obtuvieron los siguientes resultados:
Operadores: Operadores
Partes: Partes
Medidas: Medidas
ANOVA: cruzado
3 operadores 10 partes 3 ensayos
Tabla 1
Reporte de Repetitividad y Reproducibilidad del Calibrador.
Medición |
Sigma |
Porcentaje |
Varianza |
Porcentaje de |
Porcentaje |
Unidad |
Estimada |
Variación Total |
Estimada |
Contribución |
de R&R |
Repetibilidad |
4,68923 |
17,4393 |
21,9889 |
3,04129 |
67,76 |
Reproducibilidad |
3,09274 |
11,5019 |
9,56502 |
1,32294 |
29,47 |
Interacción |
0,947598 |
3,52413 |
0,897942 |
0,124195 |
2,77 |
R & R |
5,69665 |
21,1859 |
32,4519 |
4,48843 |
100,00 |
Partes |
26,2785 |
97,73 |
690,56 |
95,5116 |
|
Variación Total |
26,8889 |
100.0 |
723,012 |
|
|
Fuente: Elaborado por los autores
Número de categorías distintas (ndc): 6
Repetibilidad– Estimación de la variación entre mediciones hechas por un operador sobre una parte, usualmente atribuida al calibrador, en este caso es del 67,76%.
Reproducibilidad – Estimación de la variación entre mediciones hechas por diferentes operadores sobre la misma parte, usualmente atribuida al operador, para este caso es de un 29,47%.
Interacción – Si es requerida, calcula la estimación de la variación por la interacción entre operadores y partes. Una interacción puede ocurrir si las diferencias entre operadores varían de una parte a otra, para esta investigación es del 2,77%.
R & R – Estimación del error de medición total, calculado agregando las varianzas ocasionadas a la Repetibilidad y Reproducibilidad, es de un 21,1859%. La regla del pulgar citada por la AIAG es que si la VT es menor que el 10%, entonces el sistema de medición es generalmente estimado como aceptable. En ciertos casos, valores entre 10% y 30% pueden también ser aceptables.
Partes – Estimación de la variabilidad actual acerca de los artículos medidos. Si el proceso de medición es capaz de separar artículos buenos de artículos malos, esta puede ser grande comparado con la variabilidad del proceso de medición.
Total – Suma de la variabilidad debida al proceso de medición y la variabilidad actual acerca de los artículos.
Para cada unidad de medición (componente), las columnas de la tabla muestran:
Estimación de Sigma – La estimación de la desviación estándar σ componentes.
Porcentaje de Variación Total – El porcentaje de la desviación estándar total:
Otro indicador que también será presentado es el Número de Distintas Categorías (ndc), que de acuerdo a AIAG (2002), representa “el número de distintas categorías que son confiablemente distinguidas por el sistema de medición”. Esto es básicamente una medición de cuantos intervalos de confianza al 97%, para el valor verdadero inicialmente, se miden para poder estimar el rango dentro de la variación parte-por-parte. Valores mayores o iguales a 5 son deseables, por lo que el obtenido es correcto dado que este es 6, como se muestra en la figura 2.
Figura 2
El gráfico de secuencias
Fuente: Elaborado por los autores
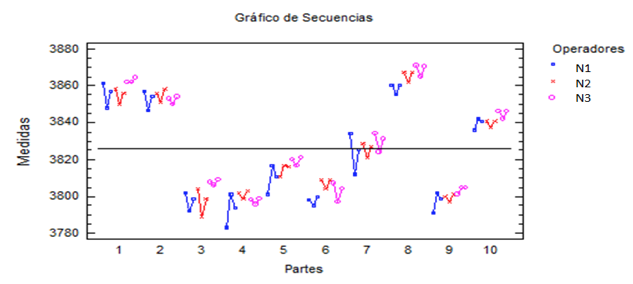
En el mismo se analizan los datos para un estudio del calibrador. El Gráfico de Corridas gráfica, cada una de las mediciones en el estudio, agrupadas por operador y partes. Si el sistema de medición es bueno, es capaz de distinguir una parte de otra, las mediciones no pueden dispersarse aleatoriamente, pero mostrarían grupos por partes.
Pero en realidad la tabla más importante es la del análisis de tolerancia, donde se define, según los criterios dados por los autores (Gutiérrez Pulido & de la Vara Salazar, 2007), sí el sistema de medición en estudio es excelente, bueno, marginalmente aceptable o inaceptable; el cual se presenta a continuación:
Tabla 2
Tolerancia = 300,0 unidades (de 3600,0 a 3900,0).
Medición |
6,0 |
Porcentaje de |
Unidad |
Desv. Estd. |
Tolerancia |
Repetitibilidad |
28,1354 |
9,37846 |
Reproducibilidad |
18,5564 |
6,18547 |
Interacción |
5,68559 |
1,8952 |
R & R |
34,1799 |
11,3933 |
Partes |
157,671 |
52,557 |
Fuente: Elaborado por los autores
Como se aprecia los datos de la tabla anterior muestran:

Dada una tolerancia o especificación de 300,0 unidades de ancho (+/-150,0), puede esperarse que la variabilidad proveniente del proceso de medición cubra el 11,3933% del Porcentaje de Tolerancia de ese rango. Es de interés particular el Porcentaje de Tolerancia debido al R&R, también llamado el “cociente precisión-por tolerancia” o P/T. Básicamente P/T es una medición de cuanta amplitud tiene la distribución del error de medición comparado contra las especificaciones inicialmente medidas para los artículos.
Los autores (Gutiérrez Pulido & de la Vara Salazar, 2007) proponen los siguientes criterios de aceptación:
Luego de realizado este análisis y revisado los criterios de aceptación de los citados autores, se llega a la conclusión de que el sistema metrológico utilizado para la determinación del Blaine en el laboratorio es bueno debido a que su porcentaje de tolerancia (P/T) es igual a 11,3933% y se encuentra en un intervalo del 10% al 20%.
De forma similar se realizó el análisis químico especialmente para el Silicio (Si) obteniéndose los siguientes resultados:
Estudio R&R - Método por ANOVA – Medidas
Operadores: Operadores
Partes: Partes
Medidas: Medidas
ANOVA: cruzado
3 operadores 10 partes 3 ensayos
Tabla 3
Reporte de Repetibilidad y Reproducibilidad de Calibrador.
Medición |
Sigma |
Porcentaje |
Varianza |
Porcentaje de |
Porcentaje |
Unidad |
Estimada |
Variación Total |
Estimada |
Contribución |
de R&R |
Repetibilidad |
0,0457894 |
17,1248 |
0,00209667 |
2,93257 |
63,85 |
Reproducibilidad |
0,0325254 |
12,1642 |
0,0010579 |
1,47967 |
32,22 |
Interacción |
0,0113638 |
4,24994 |
0,000129136 |
0,18062 |
3,93 |
R & R |
0,0573036 |
21,431 |
0,0032837 |
4,59286 |
100,00 |
Partes |
0,261174 |
97,6766 |
0,0682121 |
95,4071 |
|
Variación Total |
0,267387 |
100.0 |
0,0714958 |
|
|
Fuente: Elaborado por los autores
Número de categorías distintas (ndc): 6
Repetibilidad – Estimación de la variación entre mediciones hechas por un operador sobre la misma parte, usualmente atribuida al calibrador, en este caso es del 63.85%.
Reproducibilidad – Estimación de la variación entre mediciones hechas por diferentes operadores sobre la misma parte, usualmente atribuida al operador, para este caso es de un 32.22%.
Interacción – Si es requerida, calcula la estimación de la variación debida a la interacción entre operadores y partes. Una interacción puede ocurrir si las diferencias entre operadores varían de una parte a otra, para esta investigación es del 3.93%.
R & R – Estimación del error de medición total, calculado agregando las varianzas debidas a la Repetibilidad y Reproducibilidad es de un 21,431%. La regla del pulgar citada por la AIAG es que, si la VT es menor que el 10%, entonces el sistema de medición es generalmente estimado como aceptable. En ciertos casos, valores entre 10% y 30% pueden también ser aceptables, dependiendo de las circunstancias.
Partes – Estimación de la variabilidad actual acerca de los artículos medidos. Si el proceso de medición es capaz de separar artículos buenos de artículos malos, esta puede ser grande comparado con la variabilidad del proceso de medición.
Total – Suma de la variabilidad debida al proceso de medición y la variabilidad actual acerca de los artículos.
Para cada unidad de medición (componente), las columnas de la tabla muestran:
Estimación de Sigma – La estimación de la desviación estándar σ componentes.
Porcentaje de Variación Total – El porcentaje de la desviación estándar total:
Al igual que en el caso anterior referido al ensayo del Blaine también se presenta el análisis del Número de Distintas Categorías, con valores obtenidos mayores o iguales a 5, por tanto, es correcto, dado que este es 6, ver figura 3.
Figura 3
Gráfico de corridas
Fuente: Elaborado por los autores
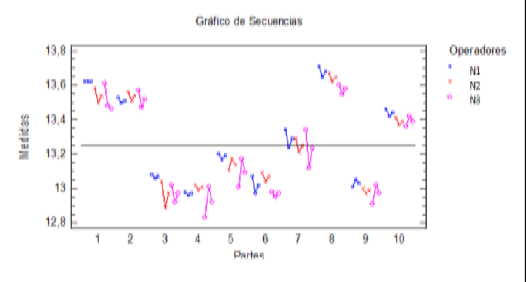
También se analizan los datos para un estudio del calibrador, que al igual que en el estudio del Blaine la tabla más relevante es la del análisis de tolerancia, presentado a continuación en la siguiente tabla.
Tabla 4
Tolerancia = 3,0 unidades (de 12,0 a 15,0).
Medición |
6,0 |
Porcentaje de |
Unidad |
Desv. Estd. |
Tolerancia |
Repetitibilidad |
0,274736 |
9,15787 |
Reproducibilidad |
0,195152 |
6,50508 |
Interacción |
0,0681828 |
2,27276 |
R & R |
0,343822 |
11,4607 |
Partes |
1,56705 |
52,2349 |
Fuente: Procesamiento de datos. Elaborado por los autores
La tabla anterior muestra:
6.0 Desv. Est. - Despliega Kσ para cada uno de los diferentes componentes del error. Si K es igual a 6.0, esto estima un intervalo dentro de un componente del error asociado a poder mentir el 99.73% de las veces.

Dada una tolerancia o especificación de 3,0 unidades de ancho (+/-1,5), puede esperarse que la variabilidad proveniente del proceso de medición cubra el 11,4607% del Porcentaje de Tolerancia de ese rango. Es de interés particular el Porcentaje de Tolerancia debido al R&R, también llamado el “cociente precisión-por-tolerancia” o P/T. Básicamente P/T es una medición de cuanta amplitud tiene la distribución del error de medición comparado contra las especificaciones inicialmente medidas para los artículos.
De lo anterior se concluye que el sistema metrológico utilizado para la determinación del Análisis Químico de la sustancia Silicio (Si) en el laboratorio es bueno debido a que su porcentaje de tolerancia (P/T) es igual a 11,4607% y se encuentra en un intervalo del 10% al 20%.
Por tanto, los análisis anteriores posibilitan concluir que la calidad de las mediciones en el laboratorio, para estos dos ensayos, es buena según resultados obtenidos de los estudios de R&R.
Contar con instrumentos de medición calibrados y reconocidos a través de los organismos internacionales y nacionales que permitan la trazabilidad al Sistema Internacional (SI), contribuye a la aceptación de los productos en los diversos mercados, aumentando su demanda y proporcionando al consumidor la confianza de estar adquiriendo productos con calidad aceptada a nivel internacional.
La solución a los problemas detectados durante el diagnóstico, permite al proceso de servicio del laboratorio de una cementera aumentar su competencia técnica.
El resultado entregado por un laboratorio debe ser confiable, por lo que es importante respaldar sus resultados y calidad de acuerdo a las normativas vigentes, siendo la metrología la ciencia que lo hace posible.
Álvarez Álvarez, M. D. L. A. (2007). Planificación, Control y Mejora del proceso de Calibración/Verificación de los instrumentos de Medición. La Habana, Ciudad Universitaria José Antonio Echeverría, Cujae.
ALPE. (2017). Consultas frecuentes. Recuperado de: http://www.alpemetrologia.com/consultas-frecuentes/
Barraza Lino, R. E. (2001). La acreditación para la evaluación de la conformidad. Recuperado de http://www.conacyt.gob.sv/revista-6-8-11-0.htm.
Cedeño Tamayo, O. (2009). Indicadores del Desempeño para la Gestión Metrológica. Recuperado de: http://www.metas.com.mx/guiametas/la-guia-metas-09-01-indicadores_gestion_metrologica.pdf
Correa, A., y Burgos, C. (2007). Diseño e Implementación de una Metrología Estadística para ensayos de Productos Terminados en Cementos el Cairo S.A., (p. 151). Recuperado de: https://www.google.com.cu/url
CONACYT. (2017). Metrología: La ciencia de medir, pesar y calibrar. Recuperado de: https://centrosconacyt.mx/objeto/metrologia-la-ciencia-de-medir-pesar-y-calibrar/
Fundación PRODINTEC (Centro tecnológico para el diseño y la producción industrial de Asturias.), y CLUB Asturiano de Calidad. (2007). La Metrología Dimensional en Asturias. Asturias, España.
Gutiérrez Pulido, H. y Vara Salazar, R. de la (2007). Control Estadístico de la Calidad y Seis Sigma.2Recuperado de: https://kenyjose2110.files.wordpress.com/2014/04/control-estadistico-de-la-calidad-y-seis-sigma-gutierrez-2da.pdf
Hernández Sardiñas, F. (1995). Metrología Dimensional. La Habana, Editorial: Félix Varela.
ISO, & OIML. (2008). Vocabulario Internacional de Metrología-Conceptos Fundamentales y Generales, y Términos Asociados (VIM). Recuperado de: http://www.cem.es/sites/default/files/vim-cem-2012web.pdf
Instituto de salud pública de Chile, ISPCh. (2017) ¿Qué es metrología? Recuperado de: http://www.ispch.cl/saludambiental/metrologia/actividades_realizar
Ministerio del Poder Popular para el Comercio. (2012). Tipos de Metrología /SENCAMER. Recuperado de http://www.sencamer.gob.ve/node/29.
Oficina Nacional de Normalización (ONN). (2004). Guía para la estimación y expresión de la incertidumbre de la medición en análisis químico.
Oficina Nacional de Normalización (ONN). (2007). Sistemas de gestión de las mediciones — requisitos para los procesos de medición y los equipos de medición. Recuperado de: http://www.socict.holguin.cu/html/boletines/2006/diciembre/Pdf/02.pdf
Ospina Gutiérrez, L. M., Botero Arbeláez, M., y Mendoza Vargas, J. A. (2008, June). Importancia de la metrología al interior de las empresas para el aseguramiento de la calidad., (Número 38). Recuperado de: http://www.redalyc.org/articulo.oa?id=84903850
Reyes Ponce, Y., Hernández Leonard., A. R., y Hernández Ruiz, A. D. (2009a). Universidad para todos Curso Metrología para la vida. Parte I. La Habana: Academia.
Reyes Ponce, Y., Hernández Leonard., A. R., y Hernández Ruiz, A. D. (2009b). Universidad para todos Curso Metrología para la vida. Parte II. La Habana: Academia.
Sandoval, A. M. (2001). La certificación de productos conforme a norma. Recuperado de http://www.conacyt.gob.sv/revista-6-8-11-01.htm.
Tévez, M. (2009). La importancia de la metrología en la implantación de la calidad. Recuperado de http://www.conacyt.gob.sv/revista-6-8-11-01.htm.
Vanegas, E. de (2001). La infraestructura de la calidad o sistema MNPC: Herramienta básica de la competitividad. Recuperado de http://www.conacyt.gob.sv/revista-6-8-11-01.htm
1. Guillermo A. López Calvajar, Universidad Metropolitana del Ecuador, carrera de Ciencias Administrativas y Contables CPA. Master en Administración de Negocios. Correo electrónico de contacto: glopezc@umet.edu.ec
2. Zahily Mazaira Rodríguez, Universidad de Guayaquil, PHD. en Economía. Correo electrónico de contacto: zahily.mazairar@ug.edu.ec
3. Irán Alonso Hernández, Universidad de Guayaquil, Master en Desarrollo Socio Económico Local. Correo electrónico de contacto: iran.alonsoh@ug.edu.ec
4. Henrry Ricardo Cabrera, docente del Departamento de Ingenieria Industrial, Universidad de Cienfuegos. Doctor en Ciencias Técnicas. Correo electrónico de contacto: hricardo@ucf.edu.cu