DIAGRAMA 1
DIAGRAMA DE FLUJO DEL PROCESO DE PRODUCCIÓN
Vanessa Cartaya* y Ernesto Medina **
Índice:
|
RESUMEN: |
ABSTRACT: In recent years attention has increasingly focused on manufacturing innovations designed to improve both non price factor performance (better quality, better, more rapid delivery, greater flexibility, etc.) and price performance (achieved through innovations designed to save on key inputs like materials, energy or labor). Although many of these are based on applications of information technology, there is increasing interest in alternatives such as ‘just in time’ manufacturing or total quality management which stress organizational change as their principal component. Reports of the application of such approaches in developed and industrialized economies are relatively widespread but far less it reported on experience in developing countries. This paper reports on a case study of the application of organizational innovation in a shoe factory in Venezuela, and highlights the point that such innovations may have considerable scope for application in other developing country operations where scarcity of capital and expertise may inhibit investment in advances equipment. |
||
Aunque se ha desarrollado recientemente un cuerpo creciente de literatura en relación a la aplicación de nuevas técnicas de organización de la producción y la gerencia en los países desarrollados, existe una fuerte controversia con relación a las posibilidades de su aplicación en los países en desarrollo. Algunos autores sugieren que el nivel de desarrollo organizacional y la falta de conocimientos acerca de lo que realmente pasa en el proceso de producción hace difícil la evaluación de los beneficios que pudieran obtenerse mediante la introducción de cambios de este tipo. Sin embargo, otros autores señalan que la falta de rigidez de las estructuras organizacionales puede constituir una ventaja para la aplicación de los nuevos principios que han permitido mejoras sustanciales en la calidad y la productividad de las plantas industriales.
Por ejemplo, como señalan Schomberger y Ebrahimpour, algunas de las funciones que en un sistema “justo a tiempo” se asignarían a los trabajadores de planta, tales como el control de calidad y el mantenimiento de los equipos son ya la responsabilidad de éstos en las fábricas de muchos países en desarrollo. Así mismo, tareas tales como la limpieza del puesto de trabajo son frecuentemente parte de los requerimientos de éstos y no funciones separadas.
Por otra parte, la modernización de una empresa industrial es desde todo punto de vista una tarea difícil de enfrentar, especialmente si involucra cambio organizacional. No obstante, si éstos se enfocan como una serie de proyectos secuenciales, pueden ser enfrentados más fácilmente al implicar un proceso de mejora continua más que una solución única y total. De esta manera es posible evolucionar desde los modelos tradicionales de consultoría y ayuda de expertos, basada en “paquetes” de soluciones a los problemas de gerencia y producción hacia enfoques que establecen con la firma un patrón más permanente de rutinas de solución de problemas, sobre la base del compromiso de los trabajadores y la gerencia en la mejora de las condiciones de operación de la planta.
Este artículo trata de una experiencia en ambos sentidos. Nació en el contexto de un programa dirigido a inducir a las empresas venezolanas a modernizarse (2). Uno de los postulados básicos de dicho programa era que la introducción de nuevos equipos debe ser acompañada de la introducción de cambios en la organización de la producción para lograr mejoras permanentes.
Al principio la experiencia tuvo un alcance limitado: estaba dirigida a la realización de un video promocional sobre la factibilidad de introducir nuevas técnicas de organización de la producción en las empresas venezolanas. Se trataba de enfatizar las ventajas de reducir tamaños de lote, y trabajar a pedido y sus efectos en la reducción de inventarios, reprocesos y productos en proceso y en una mejora en los tiempos de entrega (lead time). No obstante, esta experiencia se convirtió en un laboratorio para explorar las ventajas y obstáculos que las empresas enfrentan en la vida real al intentar introducir cambios organizacionales. El resultado final es una demostración de la adecuación de los principios sobre los cuales se basa el “justo a tiempo” para obtener incrementos significativos en calidad y productividad. El proyecto supuso una inversión mínima y se obtuvo como un sub producto una comprensión mayor tanto de parte de los trabajadores de planta como de parte de la gerencia de lo que realmente ocurría en las diferentes etapas del proceso de producción. La experiencia estuvo dirigida especialmente a la identificación y eliminación de los desperdicios que Taiichi Ono menciona como un instrumento relevante ,pare mejorar el comportamiento en la industria.
Se trata de una pequeña empresa en Maracaibo, cuya fuerza de trabajo fluctúa entre 75 y 100 trabajadores dependiendo de la temporada. Sus ventas anuales fueron de 90.000 unidades el último año. Produce calzado para damas, en cuero, materiales sintéticos y tela. Cuando se realizó la experiencia estaba produciendo 500 pares diarios en doce modelos básicos y quince colores.
Como en el caso de muchas empresas desde la devaluación, su principal estrategia operativa es el desarrollo de un mercado pare la exportación. De hecho, ha venido exportando el último año a las Islas del Caribe y los Estados Unidos, explotando sus ventajas en precio y la localización. Pero la mayoría de su producción se dirige aún a los mercados locales, especialmente Maracaibo y otras ciudades más pequeñas en su área de influencia. No fue posible obtener cifras acerca de su posición en el mercado, pero puede decirse que su producción se dirige básicamente hacia un mercado de ingreso medio bajo, segmento en el cual enfrentan una fuerte competencia. Su producción se distribuye a través de 5 puntos de venta propiedad de la empresa en Maracaibo y de agentes de venta independientes en las otras ciudades.
La firma enfrenta una escasez crónica de materia prima, especialmente cuero, a pesar de ser estos insumos de origen nacional. Adicionalmente la incertidumbre en las entregas de insumos los obliga a mantener grandes volúmenes de inventarios, un problema hoy común a muchas industrias. El continuo debate alrededor de la política de fomento a las exportaciones en un período en el cual ésta es percibida por los industriales como continuamente cambiante, ha contribuido a inducir un estilo de gerencia caracterizada por un fuerte sesgo hacia la atribución de los problemas al medio externo, prestando muy poca atención al comportamiento interno de la empresa.
La amplitud del diagnóstico fue definida por los objetivos del ejercicio originalmente planteado: hacer un video enfatizando las características del proceso de producción antes y después de la introducción de cambios en su organización. Esto significaba restricciones impuestas tanto a la selección de problemas como a las soluciones potenciales. En primer lugar, el video debía restringirse a una parte del proceso que fuera fácil de seguir y suficientemente simple como para ser explicada en corto tiempo. En segundo lugar, los cambios a introducir tenían que ser altamente visibles y las modificaciones sugeridas no podían implicar costos para la empresa, más a11á del tiempo dedicado a la experiencia. Dadas estas restricciones se decidió concentrarse en una sola parte del proceso y en el modelo más simple producido por la empresa en el momento. El diagnóstico se centró en el proceso de producción para este modelo, dejando explícitamente fuera el diseño, la administración y las compras.
El enfoque adoptado para la evaluación de los problemas fue la identificación de aquellos puntos en los cuales se producía mayor desperdicio y/o cuellos de botella. El primer problema que tuvo que ser enfrentado fue la falta de conocimientos de parte de la gerencia de planta de información tan básica como los tiempos reales de cada operación y porcentaje de rechazos y reprocesos. Este problema tenía su origen en la manera en la cual los planes semanales de producción se elaboraban y ejecutaban y en la falta de registros escritos sobre el proceso de producción. Los datos originales que recibimos fueron corroborados siguiendo la secuencia de operaciones para un lote de 180 pares. La información obtenida de este ejercicio resultó significativamente diferente de lo que el gerente de planta pensaba que estaba ocurriendo.
El análisis del proceso de producción arrojó los siguientes resultados:
Tamaño de lote: 180 pares.
Lead time: 2 semanas.
Trabajos en proceso:15 lotes.
Rechazos: 15%
Un rasgo muy interesante es la influencia del equipo de transporte en la determinación del “layout”, distribución de tareas y tamaño de lote. Este equipo fue importado de Italia y no parece haber ninguna otra razón para el tamaño de Tote o la disposición del equipo y los trabajadores alrededor de él que su existencia. Esto ha resultado no sólo en un tamaño de lote mayor que el que las características de este mercado justifica sino también en un desperdicio de espacio.
El tamaño del lote era determinado en este caso por la capacidad del equipo de transporte que mueve los productos en proceso de una estación a otra (manovía). Este hecho añade un costo significativo al calzado porque en esta industria uno de los elementos más importantes de éste son las hormas, las cuales cambian de un modelo a otro muy frecuentemente siguiendo las modas. Luego de usadas son vendidas como desecho plástico.
Por otra parte, la existencia de este equipo de transporte otorga significativa rigidez a la línea de producción. Esta se organiza alrededor del manovía de manera secuencial. Las operaciones están divididas en tareas muy simples efectuadas de manera separada, una operación por cada trabajador.
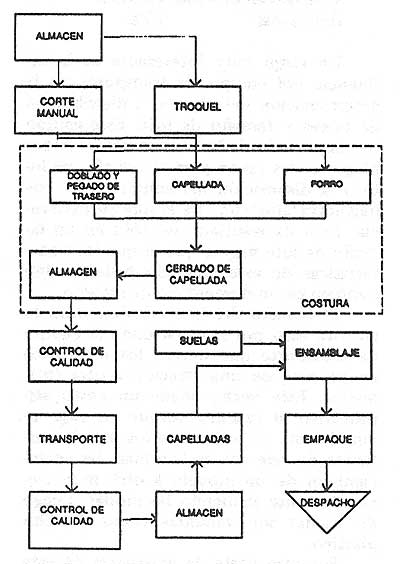
En el flujo de producción se evidenciaron varios puntos en los cuales estaban presentes cuellos de botella, debido a desbalances en la línea de producción. La primera operación necesaria para “cerrar” la capellada en el proceso de costura es la más lenta. Trabajando con un tamaño de lote de 180 pares y dada la distribución de tareas entre las operarias la acumulación de inventarios en proceso es inevitable y resulta en una disminución del ritmo de trabajo en el resto del proceso. (Ver Diagrama 1).
DIAGRAMA 1
DIAGRAMA DE FLUJO DEL PROCESO DE PRODUCCIÓN
Se detectaron además serios problemas de calidad del producto final, aún cuando hay tres puntos de inspección a lo largo del proceso además de la inspección final. En el curso de la investigación se midió 15% de rechazos trabajando con el lote normal de 180 pares. Algunos de ellos, aquellos detectados al final del proceso no pueden ser recuperados pues una vez que el cuero o tela se estira sobre la horma no es posible reutilizar el material. Estos resultados no incluyen defectos menores que son “permitidos”; según el ingeniero de planta el mercado al que se dirige la producción de la empresa acepta este tipo de defecto dado el precio que pagan.
l proceso completo de producción del calzado se efectúa en dos sitios, el proceso de corte y costura está ubicado en un local diferente del proceso de ensamblaje. No obstante, los requerimientos totales de espacio para ambos procesos podrían ser cumplidos en un solo local, dado que ellos son relativamente simples y compatibles en términos de necesidades de infraestructura, herramientas y equipos. La situación actual requiere el transporte de inventarios en proceso a través de la ciudad complicando significativamente el proceso productivo y sobre todo agregando innecesariamente inventarios y alargando el tiempo total de producción de cada lote.
Se observó también que el flujo de materiales entre las diferentes partes del proceso no está claramente definido: En la práctica las diferentes piezas componentes de un par de calzado circulan por la planta de manera casi al azar, haciendo el control de la producción difícil y contribuyendo al problema de la acumulación de inventarios.
El almacenamiento de materias primas, herramientas y otros equipos de procesamiento en también un problema. En casi todos los casos se mantienen en el espacio vacío más cercano sin que haya un sitio fijo y registrado para este fin.
Finalmente, el reprocesamiento de componentes defectuosos no se realizan inmediatamente. Esto es en parte debido al hecho de que cuando se descubre el defecto los operarios se hallan usualmente trabajando en otro lote con especificaciones diferentes, por lo que permanece en cestas hasta que hay un lote similar y la maquinaria se ajusta a sus requerimientos. Esta es otra importante razón para la acumulación de trabajo en proceso. Dada la estructura por tallas de los lotes, que deben llegar al mercado con una cierta estructura, hasta que el lote no es completado no puede ser despachado.
* Socióloga, graduada en la Universidad Católica Andrés Bello, cursó estudios de Postgrado en Université Paul Valery, Montpellier, Francia, y el Institut d'Etudes du Developpement Economique et Social, París, Francia. Fue investigadora y coordinadora de proyectos en el Instituto Latinoamericano de Investigaciones Sociales (ILDIS) en Caracas. Actualmente es consultora para la UNICEF, OIT, PNUD y Banco Mundial.
** Químico, graduado de The American University, Washington D.C. con estudios de Postgrado en la Universidad Central de Venezuela. Fue Jefe de la División de Análisis y Diseño de Políticas de CONICIT. Se desempeñó como Analista de Proyectos en El Fondo de Inversiones de Venezuela. Ha sido también experto de la ONUDI, en el Proyecto de Política Industrial del Ministerio de Fomento. Actualmente trabaja como consultor en el área de Planificación a innovación.
(1) Los pertinentes comentarios de Johnn Bessant del Brighton Politechnic Institute a la primera versión de este artículo contribuyeron significativamente a su enriquecimiento. Se agradece así mismo la colaboración del ILDIS en el financimiento del proyecto.
(2) PNUD/ONUDI/Ministerio de Fomento. Programa de Modernización Industrial. En la experiencia objeto de este artículo participaron además de los autores Milady Parejo y Francisco Tamayo, miembros del Equipo Interinstitucional de Apoyo al Programa.